G-Code cho máy phay CNC: Hướng dẫn lập trình chi tiết
Nắm giữ vị trí quan trọng trong lĩnh vực gia công, G-Code được ví như ngôn ngữ giao tiếp giữa con người và máy móc CNC. Nhờ có G-Code, được truyền tải một cách chính xác, giúp điều khiển máy CNC thực hiện các thao tác gia công một cách tự động, hiệu quả. Vậy, G-Code là gì? Bài viết này sẽ cung cấp cho bạn những kiến thức cơ bản về G-Code, bao gồm khái niệm, cấu trúc, chức năng và vai trò quan trọng của nó trong quá trình gia công bằng máy CNC.
G-Code là gì?
G-Code là ngôn ngữ lập trình cho máy tính điều khiển số. Kỹ thuật viên vận hành máy CNC sẽ sử dụng mã G-Code để chỉ thị vị trí và cách thức di chuyển cho máy.

Hầu hết các máy CNC đều sử dụng mã lệnh G-Code để lập trình, dù cho có sự tồn tại của nhiều ngôn ngữ CNC như Heidenhain, Mazak và các định dạng độc quyền khác.
G-Code không chỉ đơn thuần là một ngôn ngữ lập trình máy CNC. Nó là công cụ mạnh mẽ giúp bạn kiểm soát hoàn toàn quá trình gia công, từ việc di chuyển dụng cụ, điều chỉnh tốc độ đến thực hiện các chức năng khác. Nhờ G-Code, bạn có thể:
Lập trình các đường đi dao tối ưu: Giảm thiểu thời gian gia công, tăng hiệu quả và năng suất.
Kiểm soát chính xác chuyển động của dụng cụ: Đảm bảo độ chính xác cao cho sản phẩm, hạn chế sai sót và lãng phí vật liệu.
Tự động hóa các quy trình gia công: Tiết kiệm chi phí nhân công, nâng cao năng lực sản xuất và giảm thiểu rủi ro.
Thực hiện các thao tác gia công phức tạp: Tạo ra những sản phẩm có thiết kế tinh xảo và độ hoàn thiện cao.
Với G-Code, bạn có thể:
- Biến những ý tưởng thiết kế táo bạo thành hiện thực.
- Nâng cao chất lượng sản phẩm và tăng khả năng cạnh tranh.
- Tối ưu hóa quy trình gia công và tiết kiệm chi phí sản xuất.
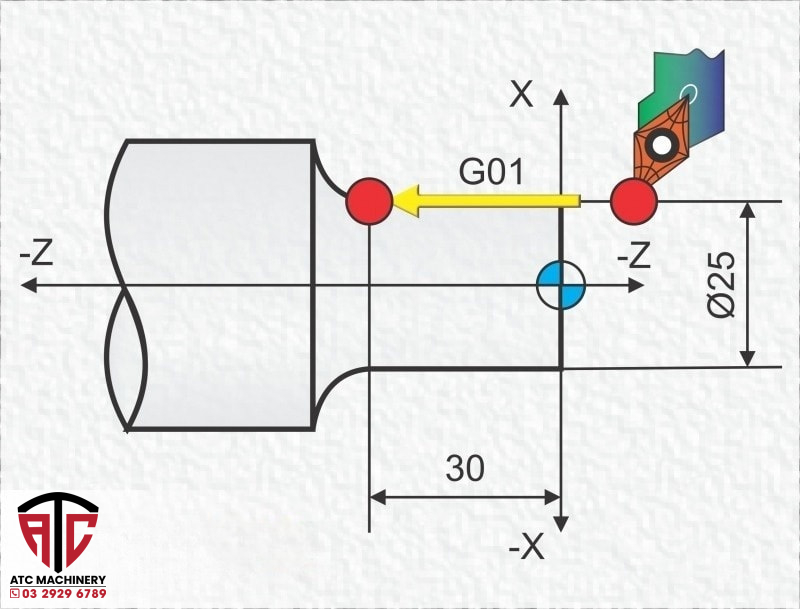
Ví dụ minh họa cách sử dụng lệnh G01:
Lệnh G01 được sử dụng để di chuyển dụng cụ theo đường thẳng với tốc độ được xác định. Dưới đây là ví dụ về cách sử dụng lệnh G01 để di chuyển dụng cụ từ điểm A (x = 10, y = 10, z = 10) đến điểm B (x = 20, y = 20, z = 20):
- N01 G00 X10 Y10 Z10 (Di chuyển nhanh đến điểm A)
- N02 G01 X20 Y20 Z20 F1000 (Di chuyển đến điểm B với tốc độ 1000 mm/phút)
- N03 G00 X0 Y0 Z0 (Di chuyển nhanh về điểm gốc)
Giải thích:
- N01: Số thứ tự của chương trình.
- G00: Lệnh di chuyển nhanh.
- X10 Y10 Z10: Tọa độ điểm A.
- G01: Lệnh di chuyển theo đường thẳng.
- X20 Y20 Z20: Tọa độ điểm B.
- F1000: Tốc độ di chuyển là 1000 mm/phút.
- N03: Di chuyển nhanh về điểm gốc.
Lưu ý:
- Tốc độ di chuyển có thể được thay đổi bằng cách thay đổi giá trị F.
- Có thể sử dụng các lệnh G02 và G03 để di chuyển dụng cụ theo cung tròn.
- Có thể sử dụng các lệnh M để điều khiển các chức năng khác của máy CNC, chẳng hạn như bật/tắt trục chính hoặc thay đổi dao.
Ví dụ minh họa cách sử dụng lệnh G28:
Lệnh G28 được sử dụng để di chuyển dụng cụ về điểm gốc của máy CNC. Dưới đây là ví dụ về cách sử dụng lệnh G28:
N01 G28 (Di chuyển về điểm gốc)
Giải thích:
- N01: Số thứ tự của chương trình.
- G28: Lệnh di chuyển về điểm gốc.
Lưu ý:
- Có thể sử dụng các lệnh G29 và G30 để di chuyển dụng cụ về các điểm gốc thứ hai và thứ ba.
- Có thể sử dụng các lệnh M để điều khiển các chức năng khác của máy CNC, chẳng hạn như bật/tắt trục chính hoặc thay đổi dao.
Những ý nghĩa và cách thức lập trình G-Code
Với những người mới, phải mất khá nhiều thời gian mới có thể hiểu được dòng mã G-Code của máy CNC. Trong khi toàn bộ ngôn ngữ được gọi là mã G – Code, xét về mặt kỹ thuật nói “mã” chỉ nói đến một hướng dẫn duy nhất trong ngôn ngữ. Mỗi “mã” gồm một địa chỉ chữ cái và một số và đưa ra một hướng dẫn cụ thể cho máy.

Các dòng mã G – Code hầu hết sẽ bắt đầu bằng chữ G. Lý do là vì chữ “G” biểu thị mã chuẩn bị. Chúng sẽ báo cho máy biết loại chuyển động nào là bắt buộc hoặc có thể sử dụng giá trị bù nào. Chính vì thế, các mã bắt đầu bằng G hầu như luôn được tìm thấy khi bắt đầu một dòng mã G.
Ví dụ điển hình:
- G00: Là lệnh định vị dao nhanh, dụng cụ cắt di chuyển với tốc độ tối đa.
- G01: Là lệnh nội suy cắt gọt được di chuyển theo đường thẳng với tốc độ tiến dao F thiết lập bởi người vận hành.
- G02: Là lệnh nội suy cắt gọt cung tròn cùng với chiều kim đồng hồ.
- G03: Là lệnh nội suy cung tròn ngược chiều với kim đồng hồ.
Không phải tất cả các mã G đều được bắt đầu bằng chữ G!
Trong khi các mã bắt đầu bằng G rất phổ biến, tất cả 26 chữ cái của bảng chữ cái được sử dụng trong mã G.
Ví dụ:
- S: Chức năng thiết lập tốc độ quay cho trục chính
- F: Chức năng thiết lập tốc độ di chuyển tịnh tiến của bàn máy.
Và cần quan tâm đến một số điều cơ bản khác như:
- Chữ X để chỉ thị sự di chuyển ngang trục X của bàn máy.
- Chữ Y để chỉ thị sự di chuyển dọc trục Y của bàn máy.
- Chữ Z để chỉ thị độ sâu di chuyển của trục Z.
Trong đó, các số bên cạnh các chữ cái này xác định tọa độ di chuyển cho bàn máy.
.jpg)

Nhận xét
Đăng nhận xét